 Qui
n’est jamais tombé sur son bâton à la sortie d’un virage rapide,
ou n’a pas enfoncé profondément son bâton dans une bordure de
piste mal compactée. Et CRAC !!! ...Trop tard, il est cassé.
Qui
n’est jamais tombé sur son bâton à la sortie d’un virage rapide,
ou n’a pas enfoncé profondément son bâton dans une bordure de
piste mal compactée. Et CRAC !!! ...Trop tard, il est cassé.
Racheter une autre paire, le
faire réparer par un spécialiste, … je choisis plutôt de faire
le travail moi-même.
Le « Vertacomirien » propriétaire de
ce bâton (on appelle ainsi les habitants du Vercors) a cru bon
de tenter une réparation en introduisant dans le bâton un tube
alu du bon diamètre et de 7cm de long, qu’il a collé à l’Araldite.
Bel essai, mais raté : non seulement ça n’a pas tenu plus de
quelques kilomètres, mais dans la torsion finale, le bâton
carbone s’est éventré, rendant ensuite plus difficile l’aboutage
des 2 morceaux.


Délimiter la zone de travail (la
zone ou la résine sera étalée) par 2 morceaux de ruban adhésif,
puis poncer les parties du bâton qui seront enduites de résine.
Contrairement à ce qui est conseillé dans de nombreux ouvrages,
ne pas dégraisser la surface à l’acétone qui attaque les micros
aspérités qui seront d’une excellente accroche pour la résine.
Une surface de carbone poncée est suffisamment sèche et propre.


Afin parfaire le bon alignement des
2 tubes cassés, j’introduis une âme très courte (1 cm) en tube
plastique léger. Il ne sert en rien à la solidité de
l’assemblage et ne pèse qu’un demi-gramme.


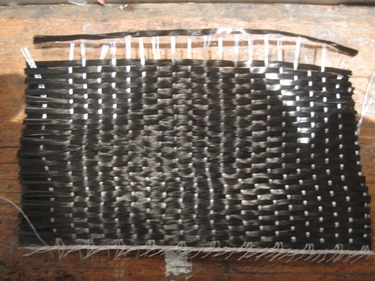
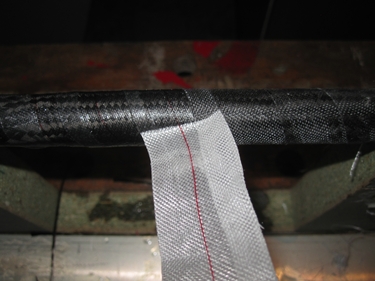
Le tissu carbone sergé que j'utilise
pour une réparation de cadre de vélo, est ici remplacé
avantageusement par de la gaine 45° carbone HR en 15mm de
diamètre, commandée chez Sicomin. En effet, une gaine déjà
tissée et fermée aura une mise en œuvre et une finition bien
meilleure qu'un tissu à découper et enrouler manuellement.
L’orientation des fils à 45° donnent de la raideur dans le sens
de la longueur ainsi qu’en torsion.


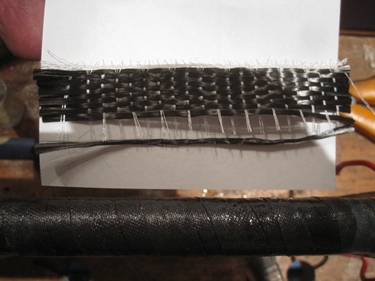
A noter qu'une gaine de diamètre
15mm convient pour un bâton de 15mm de diamètre, car la gaine
peut facilement être regroupée ou étirée pour s'adapter au
diamètre du bâton. La petite gaine mesure 6 cm et pèse 1 gr. La
plus longue mesure 12 cm et pèse 2 gr. La 2ème gaine,
en recouvrant la 1ère, va éviter que la première
n’explose dans les efforts de flambage du bâton. Si on veut
vraiment gagner du poids, on peut s’affranchir de la 2ème
et entourer un fil de carbone enduit époxy, en colimaçon autour
de la 1ère.

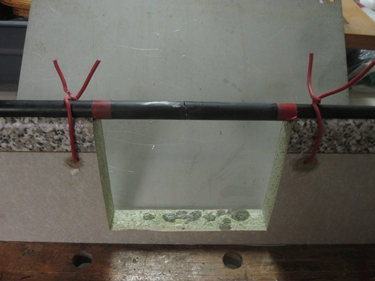
Il est facile de fabriquer un
support en découpant dans une planche un U permettant de
stratifier autour de la zone de travail. Les 2 morceaux du bâton
sont solidement fixés simplement par du fil électrique.

La stratification de la première
gaine nécessite 4 grammes de résine époxy (résine + durcisseur),
alors que 6 grammes seront ensuite nécessaires pour la deuxième
gaine, un peu plus longue. Pour de si petites quantités, il
n'est pas question d'utiliser la balance de précision de ménage
(sensibilité: 1 g), mais de mesurer en volumes avec des
seringues ou pipettes. Comme toute stratification époxy, il faut
être très rigoureux sur les proportions du mélange époxy, dans
un taux d’humidité inférieur à 70% et à température entre 15° et
25°.


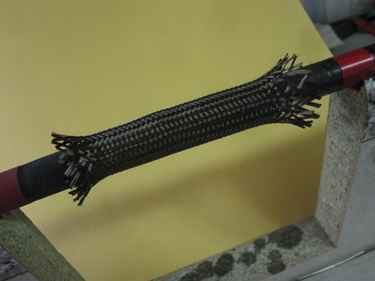
Enduire de résine époxy les 2
extrémités du bâton, puis faire glisser le morceau de gaine
quand il est rétracté, l'étirer pour qu'il colle au bâton et
faire remonter la résine au travers des fibres carbone, en
s’aidant du pinceau.


On enroule un ruban de tissu
d'arrachage de 20mm de large qu'on aura préalablement fixé par
un ruban adhésif. Le tissu d’arrachage doit serrer la
stratification et faire transpirer l’excès de résine. Coller
aussi l'extrémité du ruban de tissu d'arrachage par un ruban
adhésif. Prévoir une bande de 30 cm qu’on entoure en recouvrant
environ 1/3 du tour précédent.


Le tissu d’arrachage peut aussi être
remplacé par un ruban thermorétractable qu’on chauffera pour
qu’il plaque le carbone sur le bâton et évacue les bulles d’air
emprisonnées dans la résine.
Laisser polymériser la résine à
température ambiante jusqu’à ce qu'elle soit dure, avant de
retirer le tissu d'arrachage ou la gaine thermo. Le temps dépend
évidemment de la température qui doit rester entre 15 et 25°.
Dans mon cas, j’ai laissé polymériser pendant 10 heures à 20°,
avant de chauffer avec un petit radiateur à 60° pendant 2
heures.
Alternative à la 1ère
gaine carbone
Pour le 1er gainage, on
peut utiliser un autre tressage de carbone que la gaine à 45° :
« l’UD », ce qui signifie Uni Directionnel. C’est un tissu dont
toutes les fibres de carbone sont à plat dans la même direction.
2 avantages : Les fibres rigidifient le bâton dans le sens de sa
longueur et sont donc très efficaces dans les contraintes de
flambage. N’étant pas tressées, les fibres sont plates et
travaillent entièrement et efficacement sur la rigidité,
beaucoup mieux qu’un tissu tressé comme la gaine.
J’utilise cette méthode sur cet
autre bâton cassé, de manière moins nette que le précédent. A
noter l’utilisation du pistolet à air chaud pour décoller un
panier ou une poignée de bâton.


Alors pourquoi ne pas avoir dit tout
de suite que l’UD est meilleur ? La raison en est que la pose de
ce tissu UD est plus délicate et demande un coup de main que ne
requiert pas la gaine tressée. En effet, sans tressage, l’UD se
délite très facilement, en particulier quand on l’enroule autour
du bâton. Mais, c’est plus solide et rigide.
Ensuite, la 2ème gaine,
par-dessus l’UD, va apporter une solidité à la torsion du bâton,
et va surtout empêcher l’UD d’éclater, puisqu’aucune fibre ne le
maintien contre le bâton ou il tient juste par le collage époxy.
Attention, entre chaque opération de
stratification, on passe pas mal de temps au nettoyage des
outils (pinceau, seringues, récipients). Je procède par 2
rinçages successifs à l’acétone, puis à un lavage au produit
vaisselle et un séchage complet avant de ré-utiliser.

Après les 2 heures de chauffe de la
1ère couche, et une fois le tissu d’arrachage retiré,
enfiler par-dessus la première couche, le deuxième morceau de
gaine (le plus long) alors qu'il est rétracté pour avoir un
large diamètre, puis l’étirer et stratifier comme pour la
première gaine. On peut regrouper les 2 opérations en une seule
stratification, et ainsi gagner une douzaine d’heures, mais la
manœuvre est alors plus délicate quand on passe la 2ème
gaine au-dessus de la 1ère sans la déplacer ni la
déformer. La deuxième bande de tissu d’arrachage doit avoir une
longueur d’environ 40 cm. Même traitement de polymérisation que
pour la 1ère couche.
Les 2 morceaux étant maintenant
aboutés solidement, on améliore encore la résistance mécanique
de cette stratification, en la faisant cuire 2 semaines plus
tard pendant 4 heures à 120°.
Cette partie manchonnée aura un
diamètre de 16mm (au lieu de 15mm à l’origine). Au niveau du
poids, le bâton pesait à 193 grammes à l’origine et en pèse 199
grammes une fois réparé, soit un surpoids de 6 grammes, moins de
3%, ce qui ne se sent pas, même aux derniers kilomètres d’une
Transju !
Voilà qui est fait: un bâton aussi
solide et rigide que l’original. Pour preuve, un de mes bâtons
de skating, réparé en 1992 et qui a subi sans soucis des
milliers de kilomètres par saison. Une finition peut être
réalisée avec une fine couche de résine époxy, puis une peinture
polyuréthane.


Allez, je résume les
opérations :
1.
Préparer les 2
bouts de bâtons, propres et mécaniquement assemblables
2.
Positionnement/ajustement du bâton sur le support en U afin
d’avoir une parfaite rectitude
3.
Léger manchonnage
éventuel pour parfaire la liaison mécanique
4.
Stratification de
la première couche. En UD carbone ou en gaine tressée 45°
carbone
5.
Polymérisation :
>10h à 20°, puis >2h à 60°
6.
Enlever le tissu
d’arrachage
7.
Stratification de
la deuxième couche. En gaine tressée 45° carbone.
8.
Polymérisation :
>10h à 20°, puis >2h à 60°
9.
Enlever le tissu
d’arrachage
10.
Cuisson 2 semaines
plus tard entre 80 et 120° (en fonction caractéristiques
résine époxy)
11.
Finition : ponçage
au grain 120, puis une fine couche de résine époxy
12.
Peinture
polyuréthane éventuelle
En vous souhaitant du soin et de la
patience,







